早速3 D プリント同好会
東西線沿線の浦安・行徳・妙典地区の皆さんにご近所の3 Dプリント同好会を開設します。
名称「早速3 D プリント同好会」は材料と新規装置の合計で2万円を予算とするような小規模な3 D プリントを見つけて装置の情報を交換し、選定を助け、組み上げを代行したり、小規模プリンターを貸し出したり、3 D 設計したりプラスチック部品を作ったりするおたすけと作成の代行を目的としています。
外国の3 D プリンターは安いのですが、説明書が日本語ではありません。利用するには経験者の助けが必要です。
残念ながらこのプロジェクトでは目標の装置はコロナウイルスcobit 19の西北先生の人工呼吸器は調べてみたところ精度が高く素材が ABS のため適合できず作れそうもありません。
3 D CAD から立体図形を設計するとなると作業のステップが多数あり一人で突破するには困難です。3 D CAD だけでも大変な知識と経験、技術が必要です。そこで同好会として助け合いの会を設立します。会合は会員の自宅やカラオケボックスなど自由に設置可能です。
会費 会合の各回に保証金や見込み実費を前納
101hero(ワンオーワンヒーロー)の貸し出し、組み立て、作品の受託制 作、設計、作品データの制作相談等を会合で実行します。
会合参加保証金毎回に2000円を前納、終了時精算
利用開始から終了までの合計時間1時間ごとに会費積算1000円
会合場所の駐車場使用料実費と場所代費用実費を加算
101hero(ワンオーワンヒーロー)機材等貸し出しのとき、返納までの期間価格同等分(1万5千円)を保証料としてあずかります。故障時には各部品購入費用相当額(単価約2000円)を申し受けます。
直径1.75PLAフィラメント素材100 グラム単位500円で頒布移譲をします。
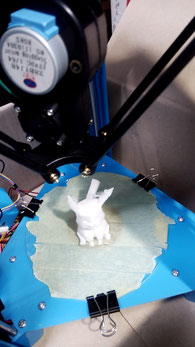
参考 写真の作品重量 高さ4cmの機関車11g、高さ6cmのピカチュウ10g
その他請負作業は、デザイン、設計、製図清書等の時価相場を目処に相談に応じます。
活動内容
小規模3 D プリンター・無料アプリ・ソフトウェアの情報交換
小規模3 D プリンターの組み立て
小規模3 Dプリンターの貸し出し
3 D設計代行
三面図から3D設計図データへ引き写し変換(出力データ方式の種類は保有ソフトウェアの範囲)
必要な作業の流れの紹介と操作案内
発会の動機 総額15万円の毎月届く組み立ての本で作る3 Dプリンターなんかあったので以前から3 Dプリンターが欲しかったのです。でも価格が高くて私は購入を断念していました。
5年前には15万円以下のプリンターはなかったが、2020年の今2万円以下のプリンターが2種類見つかるのです。
総予算2万円で1 kg の材料と合わせてプリンター本体を手に入れようとかんがえました。
PLA 樹脂1kgの材料は3000円から高品質高強度の種類で7000円ほどの価格のようです。
そこでそのような機材を用いた3 D プリント作成と情報収集のよもやまを助け合う目的で同好会として発会いたしました。
低価格プリンタ機材の事例紹介
easythreed®X1ミニ3Dプリンター100 * 100 * 100mm家庭用印刷サイズOne 1.75mm 0.4mmノズルhttps://jp.banggood.com/Easythreed-X1-Mini-3D-Printer-100+100+100mm-Printing-Size-for-Household-Education-and-Students-Support-One-Key-Printing-with-1_75mm-0_4mm-Nozzle-p-1603370.html?gpla=1&gmcCountry=JP¤cy=JPY&createTmp=1&utm_source=googleshopping&utm_medium=cpc_bgcs&utm_content=lijing&utm_campaign=ssc-jpg-all-0411&ad_id=431040928983&gclid=CjwKCAjwh472BRAGEiwAvHVfGubcv6ik0pL4WjZxzMG77RfEULLZc1yH6hgrccQgn1-clrMkFcODthoC7OEQAvD_BwE&ID=6157212&cur_warehouse=CN
特徴 特別に一番価格が安い。水平にxyテーブルを使っているので、印刷機やスキャナーのヘッドと同じような誤差の少ない仕組みだ。既にある印刷機の技術の応用だから安価に開発できたのだろう。スキャナーと同じ仕組みなら動作音は大きいだろう。台に乗せた作品を台ごと水平に振り動かすとしたら、誤差は大きくなって精度はあまり期待できそうもない。垂直方向の運動方法にも同じ仕組みを使っている。すると土台が正確に鉛直であり剛性が高くないと作品の寸法誤差が大きくなる。
uArm
https://item.rakuten.co.jp/physical-computing/10000180/?gclid=CjwKCAjwh472BRAGEiwAvHVfGjkBkG_1cUzO-eosksnA2peJr_LCBfrR7VXoG-E1hn54_RFqSdDQ6BoC3CAQAvD_BwE&scid=af_pc_etc&sc2id=af_113_0_10001868
特徴 まるでロボットアームのようだ、簡単にロボットアームに改造可能となりそうだ。
だが関節の剛性が不足すれば位置誤差、作品の寸法誤差が大きそうだ。
ロボットアームのような構造では昔使ったことのあるzライトという電灯台があったが正確な位置決めが難しい、例えば正確に振動なく静かに位置を保つ写真機用スタンドにはこの方式が用いられない。
101hero (ワンオーワンヒーロー)
https://www.101hero.com/
特徴 太い柱が3本あり位置の誤差が少なそう。柱の囲む水平面が広いので高い剛性と作品の寸法精度が期待できる。運動装置には私が初めて見る不思議な位置決めリンクが使われている。ちょっと興味をそそられた。リンクには平行四辺形の辺の平行を保つ性質を利用して、三つの平行四辺形で押出機の位置を作品の空間に決定している。タイミングベルトで駆動するので運動伝達機構の構造が簡単。アメリカのクラウドファンディング投資を受けて開発費に使われている。全重量が持ち運べそうなほど軽い。そして詳細な材料から組み立ての注意点と作業ステップごとにソフトウェアのいろいろを説明しているブログを探し、それに出会った。
(ワンオーワンヒーロー)機材の選定から実際の運転まで手順のすべてを覚書を目的として書き残す。
私の選択 同好会で持ち運んで共用できそうな軽さを重視して選んだ。アメリカのクラウドファンディングの目利きを信用して101heroを購入した。そして詳細な材料から組み立ての注意点と作業ステップごとにソフトウェアのいろいろを説明しているブログを探し、それに出会った。
組み立てと作品製造をやってみた結果に知った利点と弱点
利点
詳細な材料から組み立ての注意点と作業ステップごとにソフトウェアのいろいろを説明しているブログがある。
装置が軽い。
組み立て部品の構成部材が単純で点数が少ない。
部品部材パーツごとに交換品が買える。
経験すれば、二度目の組み立ては簡単。
運転音が静か、蜂のブーン、ブーゥンクーゥンと耳元にあちらこちらと飛ぶ飛翔、風の唸りの程度の音量だ。それは運転中の運転音に気がつかない妻に運転を邪魔されて電源を切られたほどに静か。
振動が少ない。
コンピューターデスクの最上層のプリンターの上面に重ねて乗せても難なく運転できた。作品の出来は水平設定にあまりこだわっていない。
作品の面の粗さは20年前に東京都城南地域中小企業振興センターに私が在籍していて、私が形状の関数を出力し同僚の西岡氏がデータを作って作品の製造をしたときの2000万円クラスの光造形システムと同程度。
SD カードのデータはひとたびデータを作ればコンピューターと切り離した独立のプリンターで何回でも運転できる。コンピューターを3 D プリンターに専用させなくて良い。
欠点
組み立ての柱一つにつき柱の根元に刺さる2本の固いネジのまわしずらさ。組み立てに関する素人のクラウドファンディングの実力が足りなくて設計構造の工具の取り回しが悪い。
欠点と考えるネジについては男性の力でないと組み立てられない。とても部材が固いからねじ回しは先端ビットの硬い良品を用いて、回さないと、ネジの頭が崩れる。アメリカン向け力ずくの作業なんだろうね。
平行四辺形リンクの組み立ては女性のような器用さが必要で宣伝のような5分いないではとても無理な組み立て作業。
クラウドファンディングの工場なんで半田作業の経験値が悪いんだろう。品質が悪い。コントローラーのはんだが悪いので例えば電源のレセプタクルに明白な電気接触不良が起きた。
SD メモリーカードのホルターの接触不良、SD カードリーダーの電子回路設計のあまさのせいか運転時に読み込み不良。
運転不能時の不良箇所の発見手段を持っていない。
do it yourselfの機材らしからぬ説明文章の不足。オープンソースで開発設計の情報のあるとしたらその整理したデータ保存場所の案内不足。
多数の二重三重の初期不良に五日間ほど苦しんだ。突然原因不明の不調が起きる。
そして初期不良の交換に苦情処理がお客の立場や、サービスを重視していない。
使ったことのないソフトウェアが扱いづらく苦労が多い、SD カードのフォーマットはじめ、煩雑なソフトウェアの作業が多い。
柱の配置じゅんで鏡像反転した作品の生まれる可能性もあるというのに何しろほとんど注意点を書いていない同封説明書。重要事項なのに書いてないことは多い(SD カードのフォーマット種類・カードに複数のファイルを入れてはならない・ファイル名に拡張子をつけてはいけない・カードは毎回フォーマットした方がいい・リセットスタートボタンは押さなくても良い・運転開始までの待ち時間の長さ・駆動装置はコマンドに則らないで手動するとギアが壊れる・・)
メーカーの101ヒーロー組み立て動画では電源の入っていてLED ランプの点灯したコントローラーの SD カードホルダーへSD カードを差し込んだ。ところが電源のついた状態でSD カードを抜くとその後運転不能になる。数日後にフォルダーを抜き差ししたりファイルを書き換えたり運転ルーチンを10回ほど繰り返して何かの拍子に運転可能に復帰したがカードの抜き差しにすべき電源の注意が書かれていない。対策として電源スイッチを切ってからSD カードをフォルダを支えながら交換するようにした。
小さな文字の、OCR の不可能な英文だけの説明書。
製造元が依頼したとみられる宣伝の仕込まれたブログの数々。
フィラメント材質がPLA推奨、220℃未満でないといけない。
3Dプリントに必要なソフトウェア一覧
無料
拡張子7 Z用の解凍ファイルソフト
(stlやG コードのデータを3Dデータ共有サイトからダウンロードする時に必要です)
stlとは
Gコードとは
https://blog.goo.ne.jp/t2com1230/e/74073fc7b9df5f1ef83a6ec0456b2be3
http://www.tokyovirtualworld.com/03-column/03-38_gcode
stl データ出力の可能か変換ソフトのある3 D CAD
Onshape
https://www.onshape.com/
Tinkerrcad
Windows/Mac/Linux
https://www.tinkercad.com/
Fusion360
Windows/Mac
https://www.autodesk.co.jp/products/fusion-360/free-trial
Fusion360操作ガイド ベーシック編ISBN-104877834168
Fusion360操作ガイド「アドバンス編」
そのた多数の参考
https://idarts.co.jp/3dp/free-3d-modeling-software/
stl データのエラー修正ソフト
作成した3Dデータを3Dプリンターで読み込むためにはSTL形式に変換する必要がある。データ変換時に面が抜けたり、裏返ったりする。そのようなデータの不整合をチェックするために使うツール。
無料
MiniMagics
3Dモデルを回転できるほか、寸法測定や図面への注釈追加できる。
Microsoft 3D Model Repair Service https://modelrepair.azurewebsites.netは危険。
このサイトのURLはAzurewebsites.netの、サイバー犯罪者や詐欺師がこのサービスを使用して、悪意のある感染や不正なソフトウェアを拡散することがよくあります。
STL修復ツールそのた多数の参考
https://idarts.co.jp/3dp/3d-model-stl-repair-checker-select/
stl データからG コードデータの出力できるスライサー(フロントエンド)ソフト
スライサーとは、立体の3Dデータ(STL形式)を3Dプリンターで出力できるGコード形式などに書き換えるソフト。通常3Dプリンターには専用のスライサーが付属している。家庭向け3Dプリンターではフリーソフトを各自インストールする仕様になっている。
無料
Cura
101ヒーローメーカー多く使われる。オープンソースのスライサー。操作画面がわかりやすい。
https://ultimaker.com/software/ultimaker-cura
Slic3r
オープンソースのスライサー。操作が簡単で初心者向け。
https://slic3r.org/
KISSlicer
細かくこだわった設定ができる。
http://www.kisslicer.com/
スライサー用コンフィグファイルデータ
101ヒーロ用Cura コンフィグ
https://www.101hero.com/cura-config
2020年6月14日現在101hero.lnlファイルを読ませなくてもゆCuraは動く。むしろ読ませるとPrime Tower X Position Errのため、スライスできなくなる。エクストルーダーが複数に設定されてしまうらしい。
フロントエンド
101ヒーローでは不要。印刷予想時間や温度状況を確認する。フロントエンドはスライサーと同じく3Dプリンターに付属している場合も多い。
無料
Repetier-Host
Pronterface
3 D プリントに必要な物品一覧
3 Dプリンター組み立て用のJIS M 4ねじ規格+ドライバー(ビット高剛性高精度のハンマードライバー推奨)、ニッパーなどの工具
101ヒーロー 注文から営業日なら40時間ぐらいで届く
PLA 樹脂フィラメント直径1.75
101ヒーローではPLA直径1.75のみ
一般に保存時は樹脂フィラメントのすべてはシリカゲルを使って乾燥しておく。
https://www.mcpjapan.co/product-page/pla175b07
基盤を保護する幅広のマスキングテープ
作品をガラス板上の基盤から剥がすための刃物と10 mm 幅程度の塗装剥離用けれん
作品のよぶんな張り出しを切り作品の表面を磨くためのヤスリ
3Dデータ共有サイト
自分の設計作品がない場合は共有サイトの気に入った作品のデータをダウンロードすれば3 D CAD を使った設計を省略できる。
共有サイトの参考
http://101land.com/pylon-3d-model/
https://idarts.co.jp/3dp/10-best-sites-download/
コロナウイルス cobit 19で不足が有名になった人工呼吸器のデータは作者の承認が必要Facebookから
以下サンプルデータのリンクから「E-Mail Ventilator_Mock-up.stl」、「Spring Base.stl」の2点をABS樹脂でプリントし、造形物の全体像と近接像の写真をハッシュタグ「#covidventilator」を付けて投稿して下さい。
サンプルデータURL
https://drive.google.com/drive/folders/1DYRy8ob1gMdBsH0btx2hL-dvSP76QFNz?fbclid=IwAR1JVL69maRBZqBZbT60GKls8Htpq7rPXj1C0v3kM29HNQnv0CJQLxgjACs
あると便利なデータ変換ソフトの紹介https://idarts.co.jp/3dp/online-3d-model-converter/
3 D プリント運転の仕組み
3 DプリンターはGコードのコマンド、またはコマンド行をテキストで記入したバッチファイルから命令を受けて運転されます。
G コードを作るために3 D CADや上記までに紹介したスライサーというソフトをデータの変換の各ステップで利用します。
用語等基礎知識
https://kpupd.xyz/3dprinter-basic/
https://licensecounter.jp/3d-fab/basic/20160913_16.html
3 D プリンター101ヒーローの組み立てhttps://www.101hero.com/
https://www.101hero.com/pylon-assembleクイック・スタート・ビデオを参考にする。
梱包中の20cm 直径ガラス板をわらないように注意。
三本の柱の梱包を解く。故障を防ぐため運転するまで歯車やモーターをむやみに回転をさせないように注意する。(もしたとえば運転機構をホームポジションに戻したい時はFAT32フォーマットの32GB以下の空のSD メモリーカードにG28というG コードのテキストを101heroという拡張子なしのファイル名で保存して、SD カードホルダーにさしすべての配線後に電源を入れ運転する。)
パイロン柱のステッピングモーターから出た5極プラグに記号が ABC とある。柱の配置は上から見て反時計回りに ABC を配置する。パイロン(はしら)の上側にリミットスイッチ、下側がステッピングモーターとなる。ABC の配置が逆転すると鏡像の作品となる。
パイロンのリミットスイッチは押出機のホームポジションとなり、レベリングの調節ネジの頭を検知する。梱包時レベリングのネジはすでに調節されている。
説明書に書かれているようにリミットスイッチの2極の電線をパイロンの下側の刻みに入れておく。
2枚の三角板がそれぞれ底板と屋根板になる。
三角板の刻みを底板となるようにパイロンの下側の刻みにリミットスイッチの電線の上からかぶせる。
jis規格M 4の同封のネジ4本で三角板に一本のパイロンを固定する。柱一つにつき柱の根元に刺さる2本のネジは工具の取り回しが悪く、しかも固いのでまわしずらい。とても固いからねじ回しは先端ビットの硬い良品を用いて、ネジの頭を壊したり締め損なわないように慎重に固定する、
残る2本の柱も同じく三角板の刻みに固定する。リミットスイッチの電線は全て底面側とする三角板の下に集まる。
説明図やhttps://www.101hero.com/pylon-assembleクイック・スタート・ビデオを参考にして、エクストルーダー(押出機)を支えながら長い六本のネジで宙吊りにする。この時パイロン柱に力をかけて壊さないように注意する。
残りの三角板を上部の屋根となるように3本のパイロンの上側のうち端の刻みにかけて全部で6本のM 4ネジで固定する。
屋根の丸い穴からPAL フィラメントの先端を差し入れる。フィラメントの先端を斜めに切って尖らせる。エクストルーダー(押出機)の蓋を開け、上のパイプからおくり車を通り下のパイプの突き当たりまでフィラメントを入れる。エクストルーダーの蓋を閉めて2本の小さいネジで蓋を固定する。
エクストルーダーの電線の束を屋根板の丸穴から導き出し電線を解く。
説明図に示されたとおりに電線の記号順にコントローラーのコネクターに差し込む。電線の長さには余裕がなく、押出機が自由に動くようにパイロン柱の脇にコントローラーを置く。
同梱のSD カードホルダーを説明図に示されたコントローラーのコネクターへ差し込む。
以上で組み立て終了
試運転
https://www.101hero.com/printer-tesよりプリンターテストのファイルをダウンロードして拡張子7 Z用途の解凍アプリで解凍する。
101heroというファイルが出来上がったら、FAT32フォーマットされた32 GB 以下の空っぽの SD カードへコピペする。
SD カード内の101heroファイルはコマンドの書かれたバッチファイルである。ワードやドキュメントやメモといった編集ソフトウェアでバッチファイルを開くとG コードで書かれたコード文が確認できる。正しいバッチファイルを作る。
バッチファイルの存在が確認できたらば、編集ソフトウェアで開いたファイルを閉じてFolder ExplorerのSDカード取り出し機能を使って、SD カードやコンピューターを壊さぬようにコンピューターから安全に取り外す。まだ SD カードは外したままにしておく。
電源アダプターの電線をそれぞれ電源とコントローラーに差し込む。コントローラーのLED ランプが点灯しているか確認する。点灯していたら101heroのコントローラーの側面の電源スイッチをオフにする。点灯できるか確認し電源オフにする。
コントローラーの電源スイッチはSD カードホルダーの側が電源オンであるが、現在は電源オフであることを確認する。
101heroという名のバッチファイルの入ったSD カードをコントローラーの SD カードフォルダーにしっかり差し込む。どの作品においてもSD カードの中は一個のファイルしか置けない。そのためファイルの残骸を残さぬように書き換えの毎回削除ではなくフォーマットが必要になる。どの作品においてもファイルの名前は同一に101heroでなければいけない。
同梱のガラスいたの上面に説明図のようにマスキングテープを隙間なく貼る。底板の上にガラス板置き3個のクリップでガラス板を固定する。
コントローラーの電源をオンにしてLED ランプの点灯を確認する。
正常なら直後または数分置いて動作が始まり15分以内に10cm径の星形が描かれる。動作が終わると押出機は中心軸の頂点のホームポジションに戻る。
101heroのコントローラーの電源を切る。
10分以内に101heroに何の動作もない時は故障。故障の時は通信販売の時出荷を案内したメールへ初期不良の状態の説明と指示を仰ぐ内容で返信する。すると交換等に応じてもらえる。例えば交換の許可が得られた時着払いで宅急便の送り出しから交換品が届くまで40時間ほどかかる。
メールを出す前に、役立つ確認がある。
コントローラーのLED ランプが点灯しているか確認する。
点灯していたら101heroのコントローラーの側面の電源スイッチをオフにする。
ExplorerのSDカード取り出し機能を使って、SD カードやコンピューターを壊さぬようにコンピューターから安全に取り外したか?
101heroというファイルを、FAT32フォーマットされた32 GB 以下の空っぽの SD カードへコピペできたか?
ファイルの残骸を残さぬように書き換にはフォーマットしたか?
ファイルの名前は101heroで拡張子なしか?
SD カード内の101heroファイルにWord やメモのテキスト編集用ソフトウェアから開いて、G コードで書かれたコード文が存在しているか?
SD カードをコントローラーの SD カードフォルダーにしっかり差し込む。
SD カードを差し込んだ後にコントローラーの電源をオンしたか?
SD カードフォルダーはコントローラーに正しく差し込まれているか?
作品をガラス板から外す。ガラス板にマスキングテープを貼り直す。
試運転の作品にスルメのような反り上がりがあったら3本のパイロン柱のホームポジションを検知するリミットスイッチへ触れるレベリングのネジを調整する。https://www.101hero.com/leveling-tutorial
フィラメント素材の新規挿入
試し運転や作品の製造を何回かすると同梱のフィラメント素材は尽きる。
押出機のふたについたふたつのネジを外し、蓋を開ける。余分なフィラメントは送り出し車輪の辺りで切断する。
新規のフィラメントを使い、説明ビデオのようにする。https://www.101hero.com/fix-the-extruder-1
形状の設計から3 Dプリントする時の作業手順を記す。(未実施だが今後実施の予定)
3 D CADのオプションに単位を設定
https://www.aw-co.jp/3dprint/stlchanger
縮小率を考えた形状設計
PLA樹脂の変形率等の性質
https://www.aw-co.jp/3dprint/material-1
プリントするには、造形物の設計図となる3Dデータが必要。3Dデータを手配する方法は大きくわけて3つある。
一つは3DCADソフト3 DCGソフトを利用する。
Onshape
https://www.onshape.com/
Tinkerrcad
Windows/Mac/Linux https://www.tinkercad.com/
二つ目は2DCADのデータを3Dに変換する。製造現場では2Dは容易に手配できる。ただし、変換するデータによってはうまく3Dの形状を再現できない。
三つ目は3Dスキャナを利用して、現物から3Dデータを抽出する。ただし、スキャンしただけでは正確な寸法まで再現することは難しく、3Dデータの手直しが必要。
stl データファイルの作成
3DCADソフトで作成した3Dデータは、それぞれの3DCADソフトが採用する3Dデータ形式で保存される。一般的に3Dプリンターで扱うためには、STL形式と呼ばれる3Dデータ形式に変換する必要がある。
STL形式では全ての立体形状が微小な三角形の平板(ポリゴンと呼ばれる)で構成され、ポリゴンの分割数を細かくすることで、曲面の滑らかさを表現する。最近のほとんどの3DCADソフトでは、STL形式でのデータ出力をサポートしている。
STLファイルの出力STL形式での出力をサポートしていない場合は別途STL変換出力用に別途ソフトウェアを準備する必要がある。
stl データファイルの修正
MiniMagics
3Dモデルを回転できるほか、寸法測定や図面への注釈追加できる。
STL形式は立体をポリゴンで表現するという非常に単純なデータ形式のため汎用性が高い一方、立体形状上として物理的に整合性が取れていないデータも生成される可能性がある。
その場合は3Dプリンターで正しく立体物を造形することができない。
例えば、ポリゴンが抜けてモデルに穴が空いていたり、モデル表面の厚さがゼロに設定されていたり、ポリゴンの表裏が裏返っている面がある場合など、STLデータとしては有り得ても、3Dプリンターでは出力することができない。
このため、出力されたSTLデータの整合性を事前にチェックする必要がある。
Microsoft 3D Model Repair Service https://modelrepair.azurewebsites.netは危険。
このサイトのURLはAzurewebsites.netの、サイバー犯罪者や詐欺師がこのサービスを使用して、悪意のある感染や不正なソフトウェアを拡散することがよくあります。
スライサーソフトウェアで G コード作成
コンフィグファイルで実行用ファイル作成
Cura
Curaは101ヒーローに多く使われる。オープンソースのスライサー。操作画面がわかりやすい。
https://ultimaker.com/software/ultimaker-cura
スライサー用コンフィグファイルデータ
101ヒーロ用Cura コンフィグ
https://www.101hero.com/cura-config
Curaの使い方https://www.101hero.com/connect-pc-and-print-your-thing
材料である樹脂を少しづつ熱で溶かしながら、一筆書きの要領で1層1層プリンターヘッドを動かしながら材料を積上げていくことで造形を行う。
このように3Dデータを1層1層スライスして、3Dプリンターのヘッドを動作させるための造形ツールパスデータ(Gコード等)に変換する必要がある。
これらの変換ソフトは一般にスライスソフトなどと呼ばれる。
3Dプリンターによって造形ツールパスデータの形式が異なるため、利用する3Dプリンターに合ったスライスソフトが必要。
また、造形ツールパスへの変換は、各スライスソフトのデフォルトの設定をそのまま利用することも、造形時の積層ピッチやサポート材の有無や、ラフトと呼ばれる造形物の土台の有無、また造形物内部の充填率(インフィル)など造形物の精度や安定性を調整する様々なパラメータを設定することも可能。
スライサーの出力ファイルを101heroというファイル名称で保存する。
ファイルが出来上がったら、FAT32フォーマットされた32 GB 以下の空っぽの SD カードへコピペする。
SD カード内の101heroファイルはコマンドの書かれたバッチファイルである。ワードやドキュメントやメモといった編集ソフトウェアでバッチファイルを開くとG コードで書かれたコード文が確認できる。正しいバッチファイルを作る。
バッチファイルの存在が確認できたらば、編集ソフトウェアで開いたファイルを閉じてFolder ExplorerのSDカード取り出し機能を使って、SD カードやコンピューターを壊さぬようにコンピューターから安全に取り外す。まだ SD カードは外したままにしておく。
101hero電源アダプターの電線をそれぞれ電源と101heroコントローラーに差し込む。コントローラーのLED ランプが点灯しているか確認する。点灯していたら101heroのコントローラーの側面の電源スイッチをオフにする。点灯できるか確認し電源オフにする。
コントローラーの電源スイッチはSD カードホルダーの側が電源オンであるが、現在は電源オフであることを確認する。
101heroという名のバッチファイルの入ったSD カードをコントローラーの SD カードフォルダーにしっかり差し込む。どの作品においてもSD カードの中は一個のファイルしか置けない。そのためファイルの残骸を残さぬように書き換えの毎回削除ではなくフォーマットが必要になる。どの作品においてもファイルの名前は同一に101heroでなければいけない。
同梱のガラスいたの上面に説明図のようにマスキングテープを隙間なく貼る。底板の上にガラス板置き3個のクリップでガラス板を固定する。
コントローラーの電源をオンにしてLED ランプの点灯を確認する。
正常なら直後または数分置いて動作が始まり3時間程度で描かれる。動作が終わると押出機は中心軸の頂点のホームポジションに戻る。
(事例の機関車は2時間半、ピカチューは3時間)
101heroのコントローラーの電源を切る。
作品をガラス板から外す。ガラス板にマスキングテープを貼り直す。
その他の便利情報 (Chromebook というコンピューターまた OSをAndroidの条件で)
G-code Viewer Androidのおすすめアプリ
https://applion.jp/android/word/G-code%20Viewer/
テキストエディターのAndroid アプリではCaret Modが使いやすい。
https://chrome.google.com/webstore/detail/caret-mod/gabonaaippccpnmchaejchebibdoipfp
作品の全行程の制作時間とサイズや、最大素材長さ、全層数の調査
その調査にはGraphite(グラファイト)と言うアプリ等を用いる。
まずエクスプローラーで101heroファイルをコピペしファイルの拡張子を.GCODEとする。
そのファイルをグラファイトで開く。グラファイトの画面の右上プラス記号「ファイルを開く」からフォルダーの親をたどって101heroファイルを探し開く、しばらくして画面が見えたところで、画面右下の眼記号をクリックする。画面の左側に縦長のスライドバーが出てくる。スライドバーをドラッグすると作品の姿が見える。姿を確認し目的のファイルだとわかったところで画面の右上の丸で囲まれたiのインフォメーションiをクリックすると全行程の制作時間とサイズや全層数がわかる。
フィラメント材料について
https://www.aw-co.jp/category/3dprint
フィラメント材質と適正温度
耐衝撃強度がPLAの8倍、強靱なフィラメント材PolyMAX PLA190~210度PolyFlex。熱可塑性エラストマーで、プリント温度は210~230度。FDM方式3Dプリンタを使って柔軟性を持つ
3 D プリント製作中に中断となった事故
ボートを作っていたら5 m ほどのPLA フィラメントを流れやすいようにゆるいコイルで並べて置いたらフィラメントどうしが絡まって中断状態となって作品が作られなかった。
そこでヨリモドシの方法を今一生懸命考えてるとこです。
事故点の確認
積層のどこに事故点があるか作品と図形の比較でおおよその積層レベルについて位置が確認できる。
たとえば、図形を見るためにG-code Viewer のAndroid の場合Graphiteを使い
https://applion.jp/android/word/G-code%20Viewer/
まずエクスプローラーで101heroファイルをコピペしファイルの拡張子を.GCODEとする。G コードビューアのグラファイトの画面の右上プラス記号ファイルを開くからフォルダーの親をたどって101hero.GCODEファイルを探し開く、しばらくして画面が見えたところで、画面右下の目玉記号をクリックする。画面の左側に縦長のスライドバーが出てくる。スライドバーをドラッグすると層の積み上げを確かめることができる。グラファイトを使うと3 D プリント製作中に中断となった事故が起きた時その位置が実際の作品と見比べることでわかる。グラファイトを用いて作品の制作が中断された階層位置を再実行の作品のために確認してください。(またグラファイトでは画面の右上のインフォメーションiをクリックすると全行程の制作時間とサイズや全層数がわかる。)
中断事故からのプリントの再開
原本データの3DCADに作業ステップを戻り、中断事故までに出来上がった部分を削除する。これから作りたい部分の底面を座標平面に移動する。その後はCAD の設計からスライサー、G コードの101heroファイルまでを作り3 Dプリンターにプリントさせる。
出来上がったら接着する。
G コードの確認
もしG コードで積層中の中断事故の積送中の発生した階層を確認したい時には101heroファイルをメモや Word などのテキスト編集ソフトウェアで開き、z軸のコマンドを次のように探す。ただし G コードの編集はごく簡単なものでも5万行以上の膨大な量なので手間が巨大だから推奨しない。
テキスト編集ソフトウェアはAndroid アプリではCaret Modが使いやすい。
https://chrome.google.com/webstore/detail/caret-mod/gabonaaippccpnmchaejchebibdoipfp
G コードの積層の番号確認
n層目開始コマンドを探すとき、「Zm」で検索。(n階層、層の厚みd=0.2mmのときn層目はm=0.2n例えば2層目はm=0.4なのでZ0.4を検索する)
G コードのコマンドのテキストを検索すると「G1 Zm F****」の行が見つかる。
同じようにn層の検索をするとき、検索を;layer nとしても見つかる。その層の作成中のどこかに中断が起きた。
連絡先:050-7542-0478 バン マサノブ方 留守電あり
Fax047-397-1572
Eメール masanobuban@m.ieice.org
masabanのほかの記事へリンク
masaban1の最小作用の原理の探求
目次
あなたもジンドゥーで無料ホームページを。 無料新規登録は https://jp.jimdo.com から